
当前位置:首页 > 产品中心
辊皮焊接









































辊皮焊接
]@S0{UDKK%G24F3JGHC.jpg)
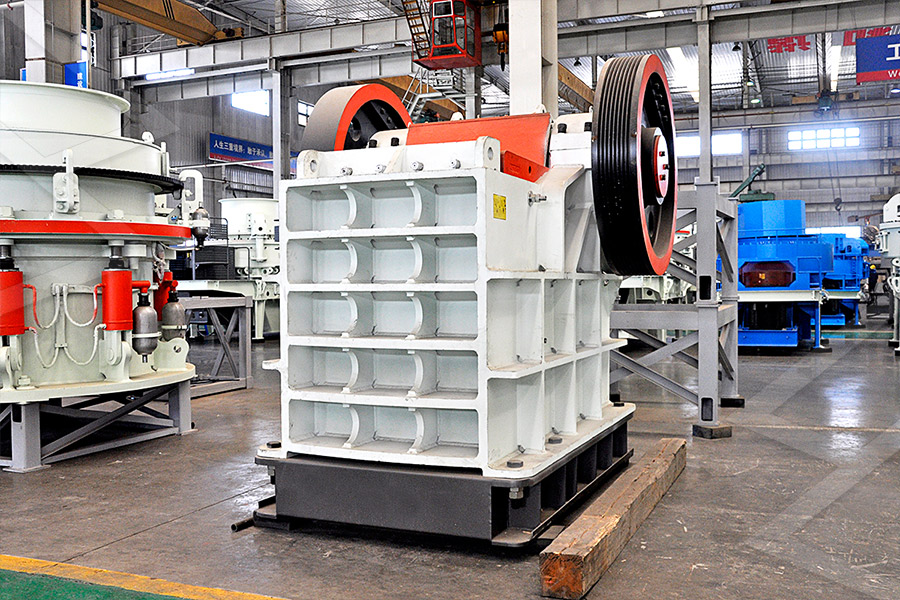
四辊破碎机辊皮的修复堆焊技术 百度文库
摘 要:针对目前很多冶金企业四辊破碎中存在辊皮使用周期短的问题,在辊皮表面堆焊一层耐磨层,使其达到理想效果。 文章中介绍了其辊皮的具体堆焊工艺及方法。2014年2月16日 辊子由 轴、 轮辐、 推力环、 拉杆和辊皮等组成, 其中辊皮是易损件, 经磨损和腐蚀, 正常使用时间为 3~5 个月 。 一般辊皮材质为: 本体材质 ZG35SiMn+ 堆 四辊破碎机辊皮的修复堆焊技术 道客巴巴
.jpg)
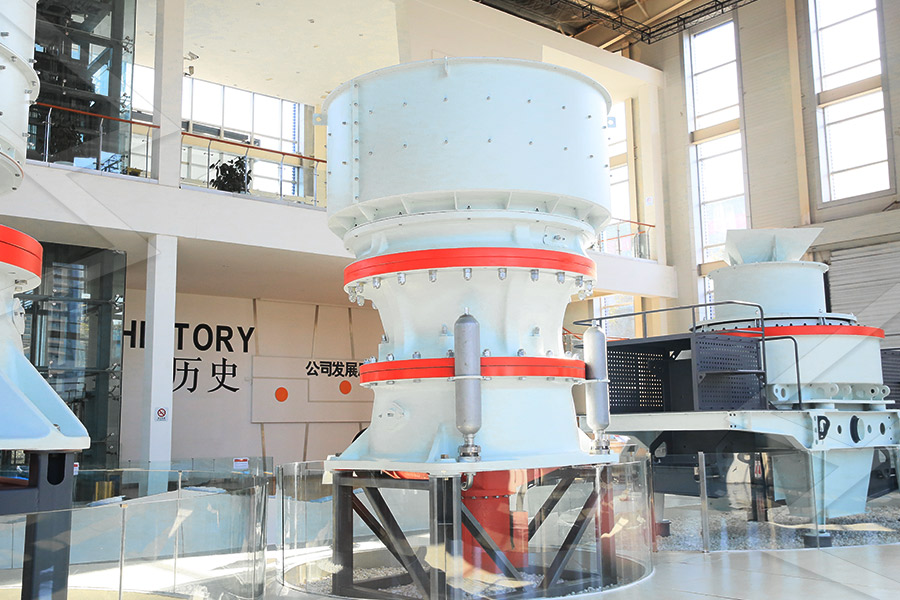
四辊破碎机辊皮修复工艺改进 道客巴巴
2014年7月4日 首先对辊皮的凹陷较深处采用J506焊条焊接补齐, 并用磨光机对其进行打磨, 保证在焊接前辊皮外表面光滑、 平整、 无凹槽深沟。 为保证辊皮有足够的使用寿命, 2020年10月30日 要:针对目前很多冶金企业四辊破碎中存在辊皮使用周期短的问题,在辊皮表面堆焊一层耐磨层,使其达到理想效果。 文章中介绍了其辊皮的具体堆焊工艺及方 四辊破碎机辊皮的修复堆焊技术 豆丁网

四辊破碎机辊皮堆焊修复工艺 百度学术
四辊破碎机辊皮堆焊修复工艺 四辊破碎机是冶金企业中焦碳破碎的主要设备,它由两组辊子组成通过调整两辊之间间隙,确保焦粉粒度要求,满足生产需要装配在辊子上的辊皮是易损 2014年6月28日 间隙来达到所需物料粒度要求,由输送设备送出。 222 焊道间的重叠部分 一般要1/2 焊道。 辊子由轴、轮辐、推力环、拉杆和辊皮等组成,其中辊皮是易损 223 四辊破碎机辊皮的修复堆焊技术 豆丁网
.jpg)
托辊辊皮与轴承座焊接件的有限元分析及改进【维普期刊官网
摘要 在ANSYS软件中建立托辊辊皮与轴承座焊接件的有限元模型,施加约束和工作载荷后对其进行有限元分析,得到了位移及等效应力分布规律;探讨了提高辊皮刚度的方法,得到了增加 辊皮焊接,(江苏星源电站冶金设备制造有限公司)摘要:针对目前很多冶金企业四辊破碎中存在辊皮使用周期短的问题,在辊皮表面堆焊一层耐磨层,使其达到理想效果。辊皮焊接破碎机厂家
.jpg)
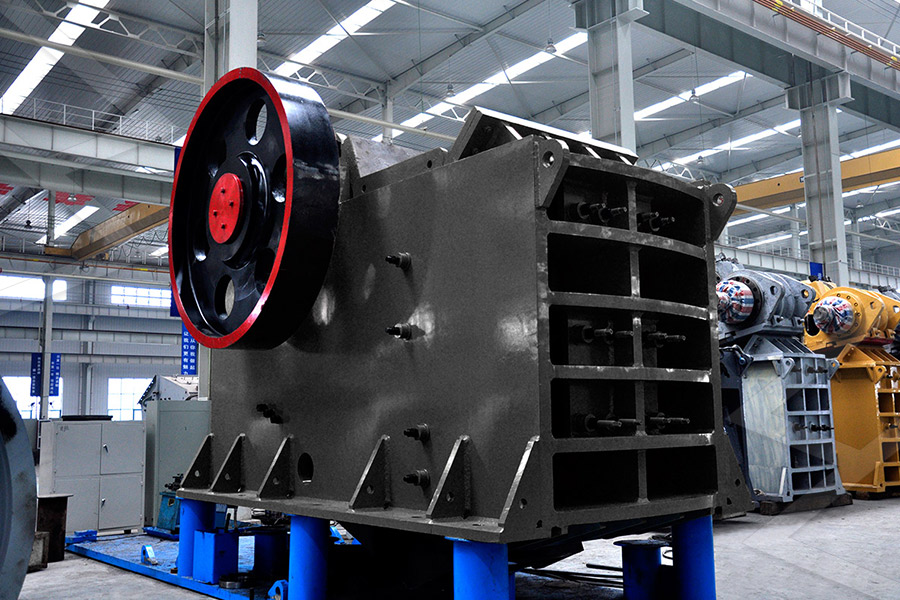
对辊破碎机辊面焊接材料选择流程及其处理方法 技术解读 技术
2015年8月7日 对辊破碎机辊面焊接最好采用手工电弧焊,堆焊对 辊式破碎机 辊面,有公司经过取得了使用寿命达10个月,破碎熟料15万吨的效果。 堆焊要点如下: 首先是 焊条 2011年10月14日 对辊式破碎机辊皮的堆焊修复工艺 来源:源通重工 时间: 对辊式破碎机 是新型干法水泥生产中提高 球磨机 产量的必备装备, 对辊破碎机 在工作中 对辊式破碎机辊皮的堆焊修复工艺破碎机保养河南源通重工

带式输送机托辊旋转阻力不达标的 原因分析及改进措施
2011年10月7日 影响托辊旋转阻力的原因及预防措施 1. 合理选择高精度的辊皮焊接钢管 托辊辊皮是托辊组成重要零件之一,如果选用的钢管其外圆尺寸 大小不等、椭圆度超差或长度弯曲度超差,在专用设备上加工的托辊 辊皮就不可能合格,其同心度就会超差,因此选用 2023年1月12日 决了现行托辊辊体制造工艺难以保证,以及因辊皮与轴承座焊接时的 热应力影响而引起的托辊辊体两端轴承座及相对于辊体外圆的筒轴 度超差而反应到外圆径向跳动超差的问题,改善了托辊的使用性能,延长了其寿命。1、掌握管材的形状误差 —2提高托辊径向圆跳动的工艺方法 豆丁网
.jpg)
带式输送机托辊旋转阻力不达标的原因分析及改进措施 道
2010年12月17日 托辊辊皮与轴承座 的焊接 根据上 面第 二 、 三项对轴承座和管子的加工精度情况 . 使轴承座 可以经过轻轻打入到管子止 口内 ,然后放到专用焊管机上进行焊接。 通常不注意很容易把轴承座焊偏 , 究其原 因: 一是轴承座放的不正 , 二 是焊 2020年12月25日 辊皮是立磨的重要部件,为了保障辊皮的稳定,辊皮需要焊接在立磨内部,焊接时,会喷射出大量焊渣,严重影响工作区的环境,容易对操作员造成伤害,而且,对辊皮进行焊接时,常见的焊接装置难以保障辊皮的稳定,工作质量难以得到保障。一种立磨辊皮焊接保护装置的制作方法

一种立磨辊皮焊接保护装置的制作方法
2023年3月8日 34具体工作流程如下: 35工作时,该种立磨辊皮焊接保护装置通过外部设置的固定装置1可以将辊皮主体5进行固定限位,通过固定装置1两端与辊皮主体5表面进行卡接,且通过固定装置1外部设置的紧固装置2可以对辊皮主体5的焊缝进行紧固,保证焊缝之间 知乎专栏

辊皮焊接
2021年11月7日 四辊破碎机辊皮的修复堆焊技术百度文库223 在焊接过程要注意调整好焊嘴的角度以得到平整的焊道。 三、焊后处理 为了消除焊接应力, 堆焊后将辊皮立即进入热处理炉中进行回火处理,回火 参数如图。Read: 1290下载次数: 22四辊破碎机辊皮的修复堆焊技术 豆丁网四辊破碎机辊皮的修复堆焊技术中国 2014年12月1日 现批准《钢筋焊接接头试验方法标准》为行业标准,编号为JGJ/T 272014,自2014年12月1日起实施。 原《钢筋焊接接头试验方法标准》JGJ/T 272001同时废止。 本标准由我部标准定额研究所组织中国建筑工业出版社出版发行。 中华人民共和国住房和城乡建设部 2014 钢筋焊接接头试验方法标准[附条文说明]JGJ/T272014
.jpg)
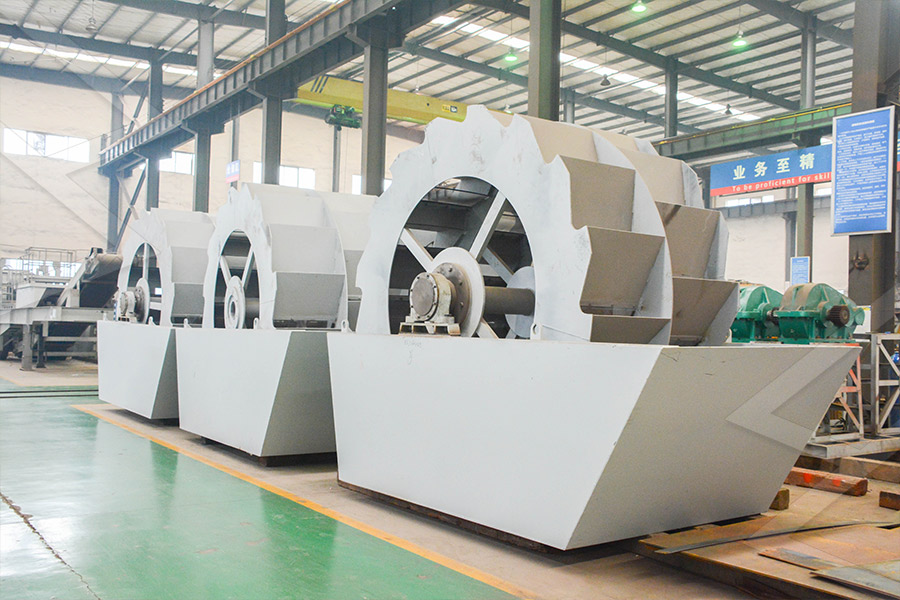
煤矿井下带式输送机长寿命托辊筒皮研究
2022年11月2日 2 T4003筒皮焊管接头性能与焊接 21 T4003筒皮焊管接头性能 将焊管以焊缝位置为中心取样后以压平,进行试 验,结果见表4、表5。接头屈服强度360~380MPa, 抗拉强度480~500MPa,伸长率18~20,韧性指标 冲击功19J。托辊筒皮焊接成形后,T4003筒皮的失 。2015年8月7日 对辊破碎机辊面焊接最好采用手工电弧焊,堆焊对辊式破碎机辊面,有公司经过取得了使用寿命达10个月,破碎熟料15万吨的效果。 堆焊要点如下: 首先是 焊条 的选用:要选用D65、D667和506焊条,堆焊前,按焊条使用说明,将焊条烘干,放在保温箱中备 对辊破碎机辊面焊接材料选择流程及其处理方法 技术解读 技术

CNA 一种立磨辊皮焊接保护装置 Google Patents
2022年11月14日 本发明公开了一种立磨辊皮焊接保护装置,包括辊皮主体,所述辊皮主体的外表面对称设置有固定装置,且辊皮主体的外表面与固定装置的两端活动连接,所述固定装置的外表面设置有紧固装置,且固定装置的外表面与紧固装置的两端活动连接,所述紧固装置的内部设置有遮挡装置,且紧固装置的 2016年11月24日 441 焊接方法:采用碳弧气刨清根,双面埋弧自动焊(SMAW)打底、填充、盖面。 442 焊前将坡口及其两侧30~50mm范围内彻底打磨干净,直至露出金属光泽。 443 焊接材料及焊接工艺参数见表2。 444 辊子筒节纵缝焊接完毕后敲净熔渣,内外焊缝打 镀铬辊工厂制造焊接工艺 焊接工艺 焊接之家
.jpg)
知乎专栏 随心写作,自由表达 知乎
2023年7月26日 托辊是带式输送机的重要组成部分,起承载带面和物料的关键作用,然而托辊因锈蚀导致提前失效的问题成为影响输送机安全稳定经济运行的重要原因。 传统托辊筒皮材质均为碳钢,受煤矿井下淋水和有害气体 (主要为亚硫酸及氯离子)侵蚀的影响,筒皮会在 煤矿井下带式输送机长寿命托辊筒皮研究 参考网
.jpg)
SGSH 型托辊双头焊接数控机床山西顾德宝丰重工机械
2020年12月31日 辊皮镗孔是确保托辊同心度的基础工序,压装焊接是确保托辊同心度最终保障。压装焊接是将2只轴承座及辊皮 复合定位的关键环节,既起到调整各个零件的误差,也起到限制焊接变形的作用。) 旋转环缝自动焊接,采用了步进电机旋转驱动,旋转 托辊工艺简介喷漆-干燥流水线 检测合格的托辊经除灰、除油等表面处理后,进入 由悬挂链式输送机、静电 发生装置、喷漆通道、干 燥设备构成的静电喷漆干 燥流水线,完成表面涂装。 JRC托辊使用的涂料中添 加有防锈成分,干燥后所 形成的漆膜坚硬、耐水 托辊工艺简介百度文库
.jpg)
一种焊辊的焊药焊渣筛分装置的制作方法
2022年9月6日 1本实用新型涉及辊皮焊接技术领域,特别涉及一种焊辊的焊药焊渣筛分装置。背景技术: 2辊皮焊接过程中使用的埋弧焊接的埋弧焊药在辊转动时,随着辊转动会下落;焊接产生的药皮焊渣也会下落。 两者下落到焊辊的下面,两者混合在一起。焊药是可以再次使用的,在重新使用需要将焊药和焊渣 2021年3月17日 1、拥有57年立磨整机制造经验,优化出一套的堆焊技术,为磨辊堆焊提供专业性的服务; 2、采用德国进口原装焊丝,耐磨性高,堆焊出的辊面平整美观,确保辊表面硬度可到达HRC58~62; 图:长城机械购买国外质量好的焊丝为客户进行堆焊 3、为**立 磨辊堆焊
.jpg)
一种立磨辊皮焊接保护装置制造方法及图纸技高网
2020年12月25日 辊皮是立磨的重要部件,为了保障辊皮的稳定,辊皮需要焊接在立磨内部,焊接时,会喷射出大量焊渣,严重影响工作区的环境,容易对操作员造成伤害,而且,对辊皮进行焊接时,常见的焊接装置难以保障辊皮的稳定,工作质量难以得到保障。2024年5月31日 您在查找合金辊皮用什么焊接吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。合金辊皮用什么焊接 抖音

带式输送机托辊旋转阻力不达标的 原因分析及改进措施
2011年10月7日 影响托辊旋转阻力的原因及预防措施 1. 合理选择高精度的辊皮焊接钢管 托辊辊皮是托辊组成重要零件之一,如果选用的钢管其外圆尺寸 大小不等、椭圆度超差或长度弯曲度超差,在专用设备上加工的托辊 辊皮就不可能合格,其同心度就会超差,因此选用 2023年1月12日 决了现行托辊辊体制造工艺难以保证,以及因辊皮与轴承座焊接时的 热应力影响而引起的托辊辊体两端轴承座及相对于辊体外圆的筒轴 度超差而反应到外圆径向跳动超差的问题,改善了托辊的使用性能,延长了其寿命。1、掌握管材的形状误差 —2提高托辊径向圆跳动的工艺方法 豆丁网
带式输送机托辊旋转阻力不达标的原因分析及改进措施 道
2010年12月17日 托辊辊皮与轴承座 的焊接 根据上 面第 二 、 三项对轴承座和管子的加工精度情况 . 使轴承座 可以经过轻轻打入到管子止 口内 ,然后放到专用焊管机上进行焊接。 通常不注意很容易把轴承座焊偏 , 究其原 因: 一是轴承座放的不正 , 二 是焊 2020年12月25日 辊皮是立磨的重要部件,为了保障辊皮的稳定,辊皮需要焊接在立磨内部,焊接时,会喷射出大量焊渣,严重影响工作区的环境,容易对操作员造成伤害,而且,对辊皮进行焊接时,常见的焊接装置难以保障辊皮的稳定,工作质量难以得到保障。一种立磨辊皮焊接保护装置的制作方法

一种立磨辊皮焊接保护装置的制作方法
2023年3月8日 34具体工作流程如下: 35工作时,该种立磨辊皮焊接保护装置通过外部设置的固定装置1可以将辊皮主体5进行固定限位,通过固定装置1两端与辊皮主体5表面进行卡接,且通过固定装置1外部设置的紧固装置2可以对辊皮主体5的焊缝进行紧固,保证焊缝之间 知乎专栏
.jpg)
辊皮焊接
2021年11月7日 四辊破碎机辊皮的修复堆焊技术百度文库223 在焊接过程要注意调整好焊嘴的角度以得到平整的焊道。 三、焊后处理 为了消除焊接应力, 堆焊后将辊皮立即进入热处理炉中进行回火处理,回火 参数如图。Read: 1290下载次数: 22四辊破碎机辊皮的修复堆焊技术 豆丁网四辊破碎机辊皮的修复堆焊技术中国 2014年12月1日 现批准《钢筋焊接接头试验方法标准》为行业标准,编号为JGJ/T 272014,自2014年12月1日起实施。 原《钢筋焊接接头试验方法标准》JGJ/T 272001同时废止。 本标准由我部标准定额研究所组织中国建筑工业出版社出版发行。 中华人民共和国住房和城乡建设部 2014 钢筋焊接接头试验方法标准[附条文说明]JGJ/T272014
.jpg)
煤矿井下带式输送机长寿命托辊筒皮研究
2022年11月2日 2 T4003筒皮焊管接头性能与焊接 21 T4003筒皮焊管接头性能 将焊管以焊缝位置为中心取样后以压平,进行试 验,结果见表4、表5。接头屈服强度360~380MPa, 抗拉强度480~500MPa,伸长率18~20,韧性指标 冲击功19J。托辊筒皮焊接成形后,T4003筒皮的失 。2015年8月7日 对辊破碎机辊面焊接最好采用手工电弧焊,堆焊对辊式破碎机辊面,有公司经过取得了使用寿命达10个月,破碎熟料15万吨的效果。 堆焊要点如下: 首先是 焊条 的选用:要选用D65、D667和506焊条,堆焊前,按焊条使用说明,将焊条烘干,放在保温箱中备 对辊破碎机辊面焊接材料选择流程及其处理方法 技术解读 技术